




Innovationen in Laserschneidmaschinen für moderne Industrien
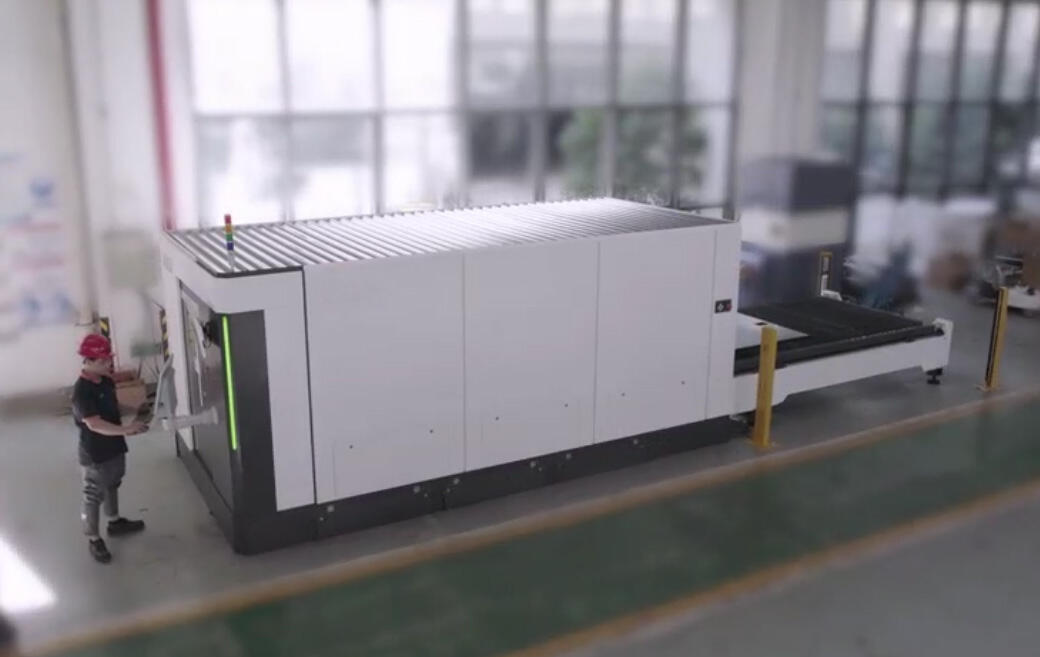
In den letzten Jahren hat die Fertigungsindustrie dank der Einführung präziser Laserschneidtechnologien einen großen Aufschwung erfahren. In diesem Artikel werde ich die Geschichte der Laserschneidmaschinen sowie deren Bedeutung für die...
Mehr anzeigen





