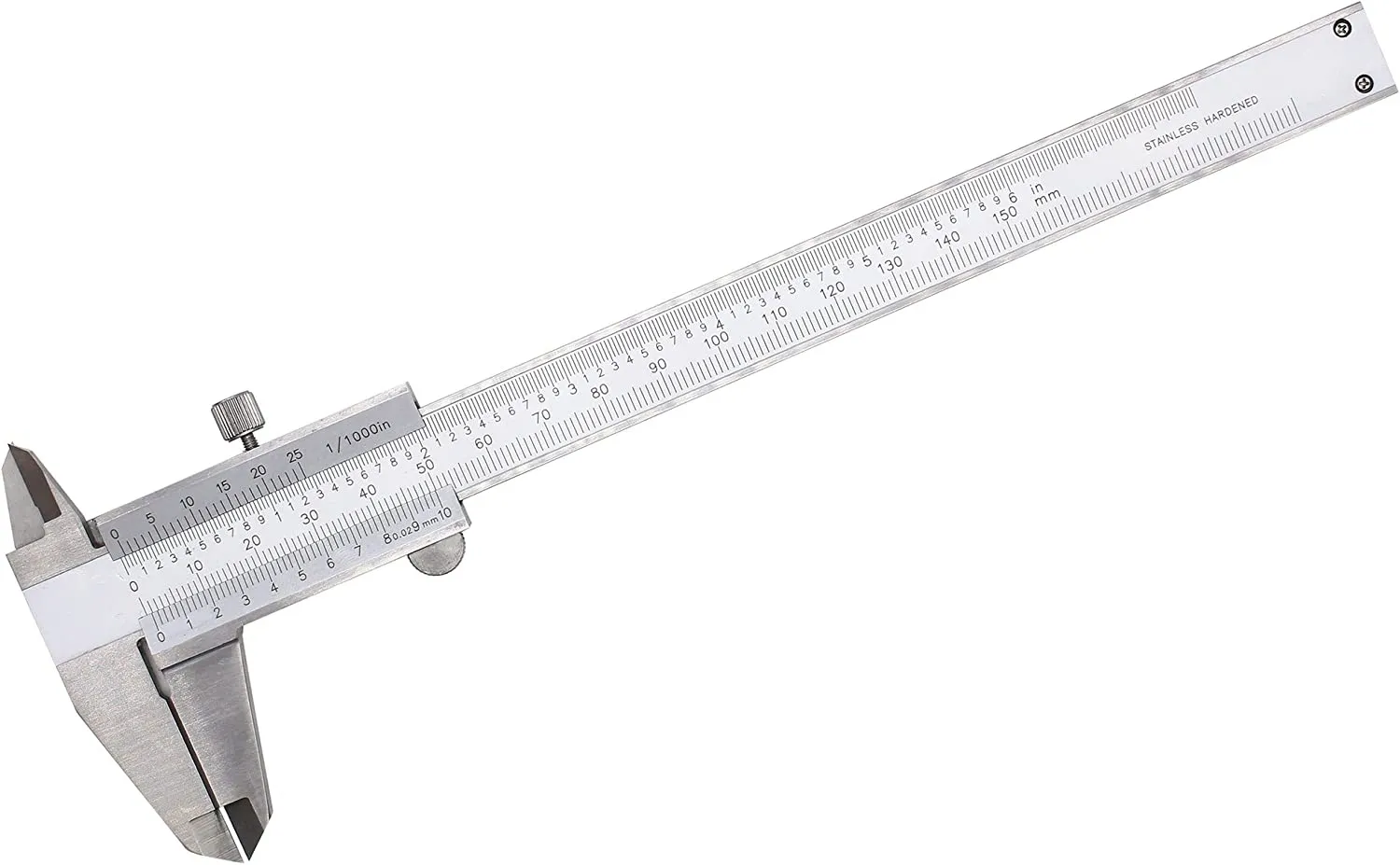
Angkup vernier kedalaman adalah alat pengukur presisi yang direka khas untuk menentukan kedalaman lubang, alur, lekukan, dan ciri dalaman lain pada benda kerja dengan ketepatan tinggi. Alat ini terdiri daripada skala utama, skala vernier gelongsor, tapak tetap (atau rahang rujukan), dan rod kedalaman (atau probe), dan berfungsi berdasarkan prinsip penyelarasan vernier, di mana perbezaan antara senggatan skala utama dan skala vernier membolehkan pengukuran yang lebih halus daripada pembahagian terkecil pada skala utama. Kebiasaannya, angkup vernier kedalaman menawarkan julat pengukuran dari 0 hingga 150mm, 0 hingga 300mm, atau lebih besar, dengan resolusi 0.02mm (0.001 inci) untuk model piawai, menjadikannya alat yang tidak dapat dipisahkan dalam pembuatan presisi, kejuruteraan mekanikal, dan proses kawalan kualiti. Tapak tetap menyediakan titik rujukan stabil yang bertindih pada permukaan benda kerja, manakala rod kedalaman melanjurkan diri ke dalam ciri yang diukur; bacaan diperoleh dengan menyelaraskan skala vernier dengan skala utama untuk menangkap kedalaman tepat. Untuk memastikan ketepatan, angkup vernier kedalaman berkualiti tinggi dibina daripada keluli tahan karat yang dikeraskan, yang tahan haus, kakisan, dan ubah bentuk—sifat penting dalam persekitaran industri di mana pendedahan kepada cecair penyejuk, minyak, dan serpihan adalah biasa. Rod kedalaman sering kali dikilap untuk mendapatkan kemasan permukaan yang licin, meminimumkan geseran semasa pelanjuran dan pengecutan, manakala skala diukir atau diukir dengan tanda kontras tinggi untuk kemudahan bacaan di bawah pelbagai keadaan pencahayaan. Model lanjutan mungkin merangkumi skru kunci untuk mengunci skala vernier pada tempat setelah pengukuran diambil, mengelakkan pergerakan tidak sengaja yang boleh memperjudikan keputusan. Dalam aplikasi praktikal, angkup vernier kedalaman digunakan untuk mengesahkan kedalaman lubang buta dalam blok enjin, ketebalan alur dalam komponen acuan, dan kedalaman lekukan pada bahagian mesin, memastikan ia memenuhi spesifikasi reka bentuk. Contohnya, dalam pembuatan automotif, alat ini memeriksa kedalaman tempat duduk injap untuk memastikan penyelarasan injap yang betul, manakala dalam kejuruteraan aeroangkasa, ia mengukur kedalaman lekukan saluran bahan api untuk memastikan segel yang kedap. Apabila memilih angkup vernier kedalaman, faktor seperti julat pengukuran, resolusi, dan kualiti pembinaan mesti sepadan dengan aplikasi—pemesinan presisi mungkin memerlukan model dengan resolusi 0.01mm, manakala pembuatan am mungkin mencukupi dengan 0.02mm. Kalibrasi dan penyelenggaraan yang betul, termasuk pembersihan berkala dan pengesahan berkala terhadap tolok utama, adalah penting untuk mengekalkan ketepatan dari masa ke masa. Piawaian antarabangsa seperti ISO 3599 dan ASME B89.1.13 mengawal rekabentuk dan prestasi alat ini, memastikan konsistensi di kalangan pengeluar dan memudahkan perdagangan global dalam komponen presisi.