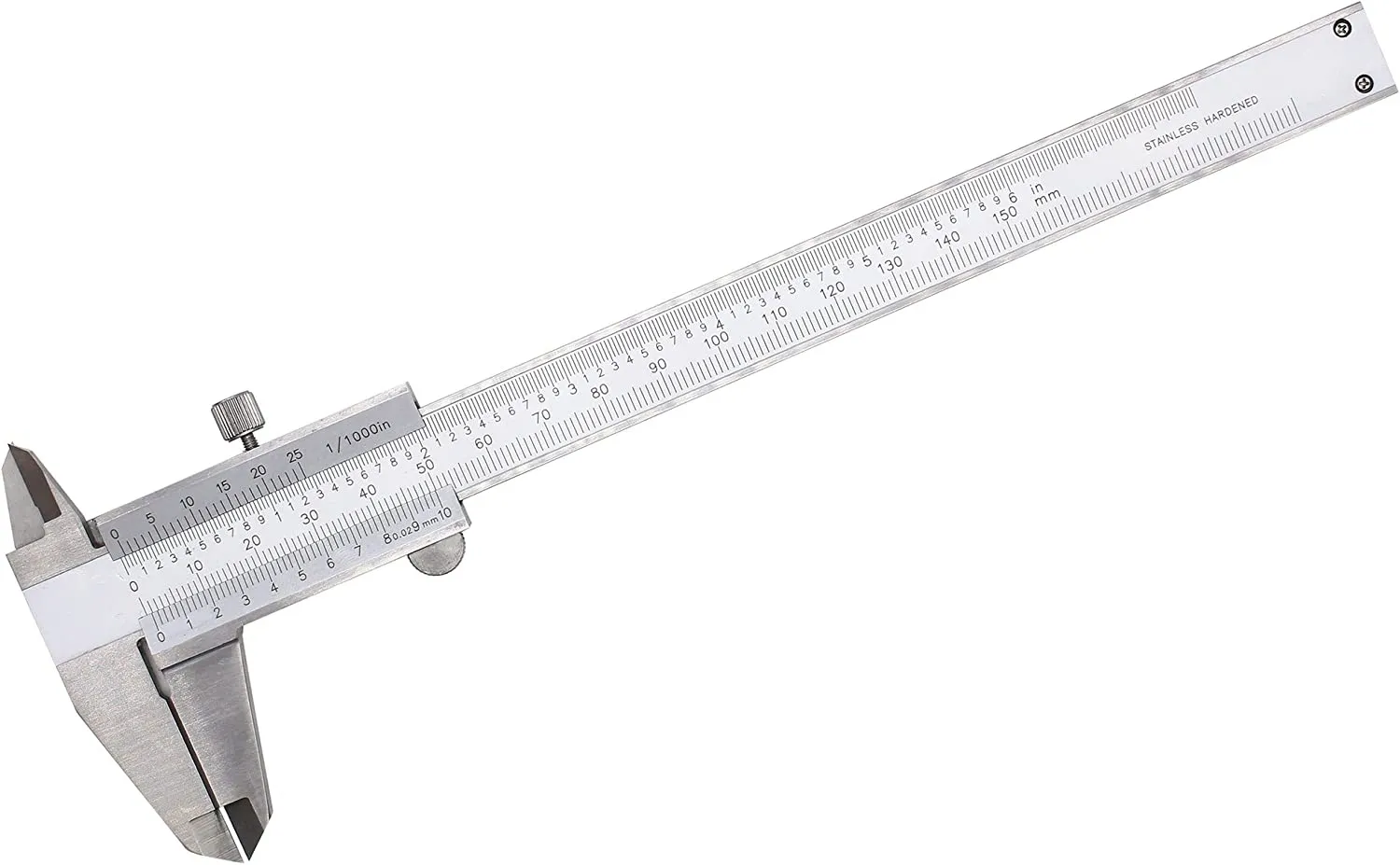


Dijital Şeritlerle Kalite Kontrolünü Güçlendirme
Diğer herhangi bir endüstri gibi, otomasyon hassasiyet ve doğruluk üzerinde ağırlık verir. Her alanda dijital çapraz ölçerler kalite kontrol sisteminde en önemli unsurlardan biri olarak kabul edilir ve kaliteyi sürdüren endüstride değerli bir hizmet verir...
DAHA FAZLA GÖR