

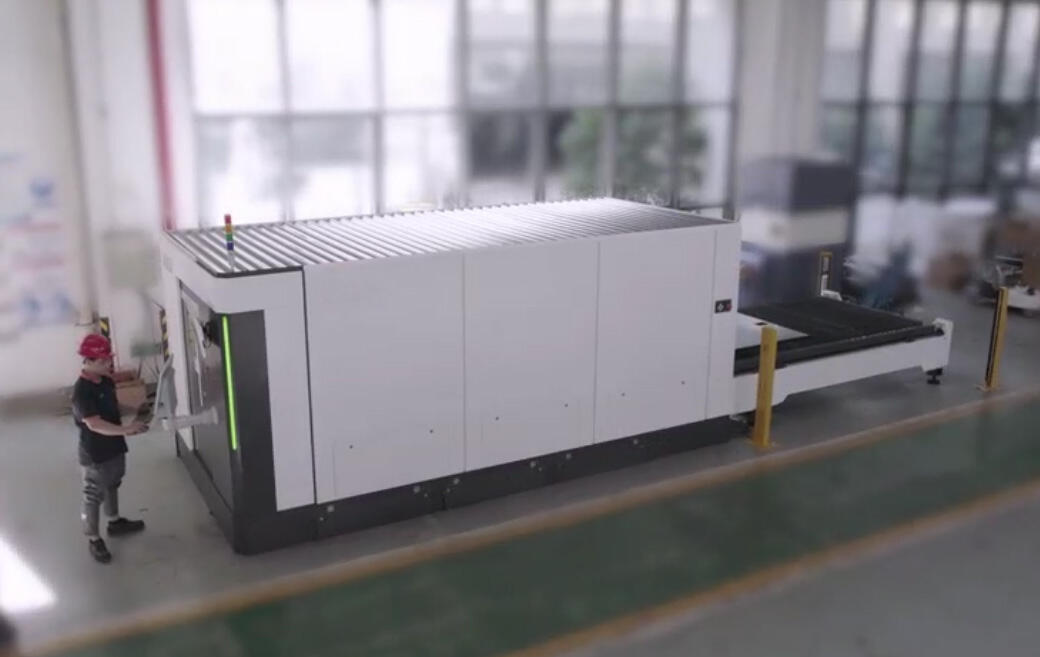
Инновации в лазерных резальных машинах для современной промышленности
В последние годы в машиностроительной отрасли произошел значительный прогресс благодаря внедрению точных технологий лазерной резки. В сегодняшней статье я опишу историю развития лазерных станков и их значение для ко...
СМОТРЕТЬ БОЛЬШЕ



