



摩擦溶接は、2つの部品を結合するための高強度でコスト効果の高いソリューションを提供します。その結果、フラックス、充填材、ガス、または外部熱源を使用せずに完全な金属融合が実現されます。固体状態プロセスでは、ジョイントの準備が最小限に抑えられ、気孔やスラグの混入の可能性が排除されます。溶接領域の狭い熱影響ゾーンは、両方の部品の分子的な健全性を保護します。この結合方法は、一貫した結果を提供し、より速い生産ターンアラウンドが可能です。原材料、機械加工、金型の量を減らすことでコスト削減が実現します。設計の柔軟性により、タービン構造を1つの金属で作成し、シャフトを選択して低コストの在庫から作成したり、その逆も可能です。異なる金属の結合は、従来の方法では不可能な場合でも可能です。
製品概要
摩擦接合は、二つの部品を結合するための高強度でコスト効果のある解決策を提供します。結果として、フラックス、充填材、ガス、または外部熱源を使用せずに完全な金属融合が実現されます。固体状態プロセスでは、ジョイント準備が最小限で済み、気孔やスラグ混入の可能性が排除されます。溶接領域の狭い熱影響 zona は、両方の部品の分子的な健全性を保護します。この接着方法は一貫性があり、反復可能な結果を提供し、より速い生産ターンアラウンドが可能です。
部品の製造に必要な原材料,機械加工,道具の量を減らすことで 費用が削減されます 設計の柔軟性は,一つの金属からタービン構築と低コストのストックからシャフト選択,またはその逆を可能にします. 異なる金属を結合させることが可能で,従来の方法がうまくいかない場合もあります.
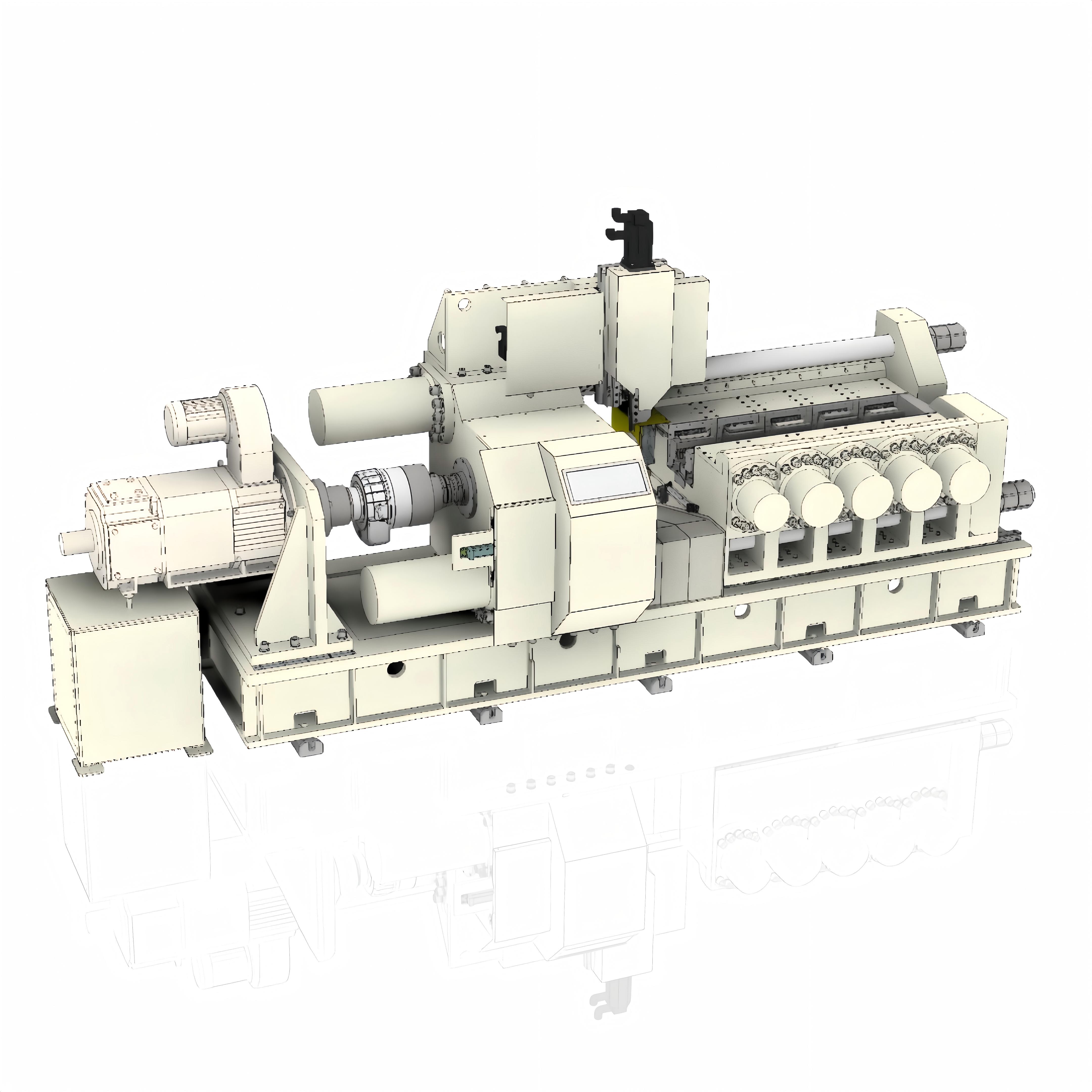
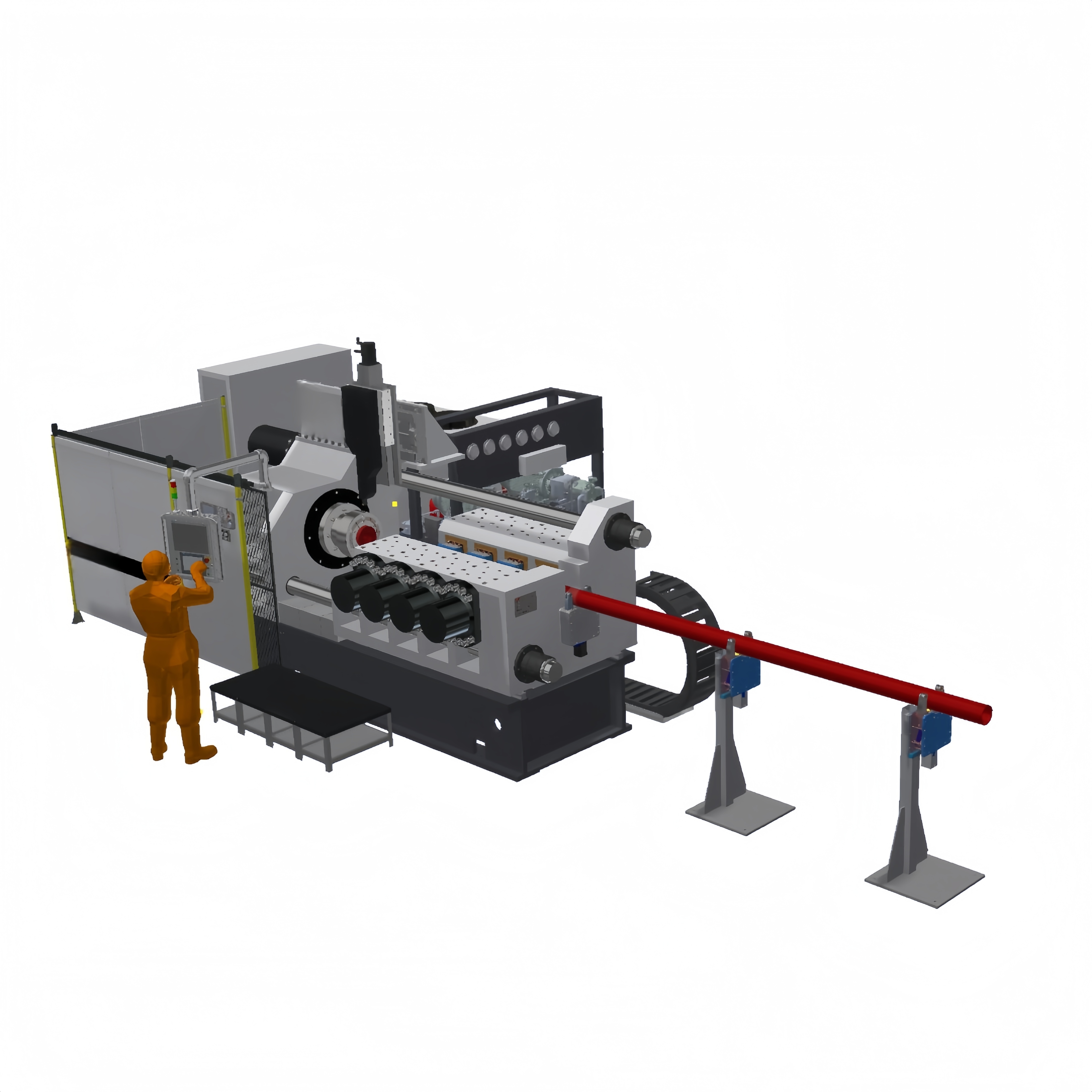
製品の説明
ダイレクトドライブによる摩擦溶接は、パラメータをカスタマイズして所望の結果を得られるため、魅力的な技術です。
例えば、硬化鋼を溶接する場合、冷却速度を制御するために、より長い二番目の摩擦の時間を使用して追加の熱を与えることができます。
ダイレクトドライブでは、スラストベアリングが回転中に鍛造負荷に反応する能力に制限があるため、通常は主軸の回転速度をゼロに減速してから鍛造負荷をかける必要があります。この時点で鍛造負荷を最大にし、軟化した材料を押しだして溶接を完了します。
この技術の主要な応用例の一部は以下の通りです:
製品パラメータ
| モデル | 圧縮力 (KN) | 最大溶接面積(mm) | 溶接シート | 速度 (rpm) |
| DBS-2 | 20 | 20-140 | 5月13日 | 5000 |
| DBS-5 | 50 | 50-260 | 8月18日 | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| 株式会社DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40-75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

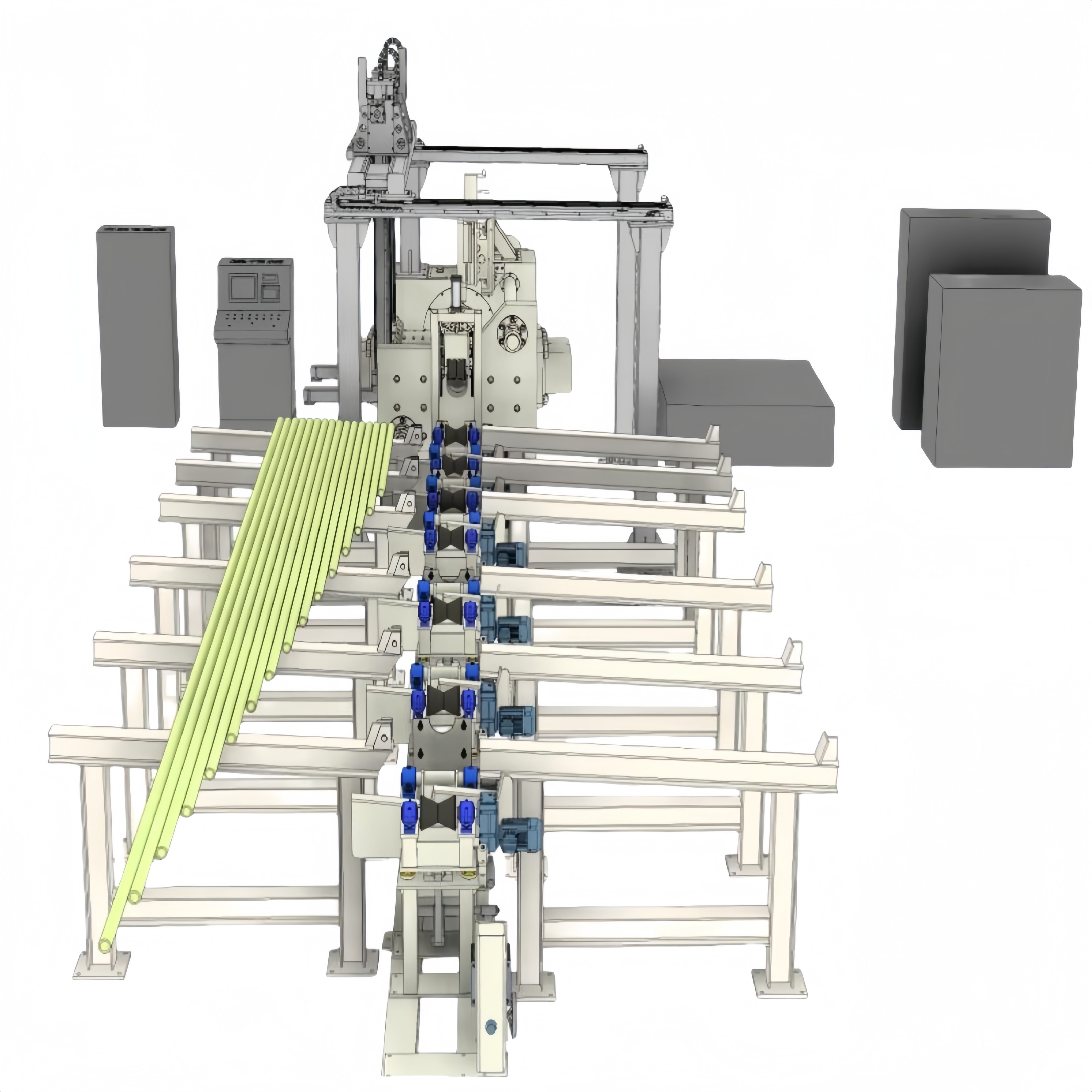
中荷重用ローラーセンター
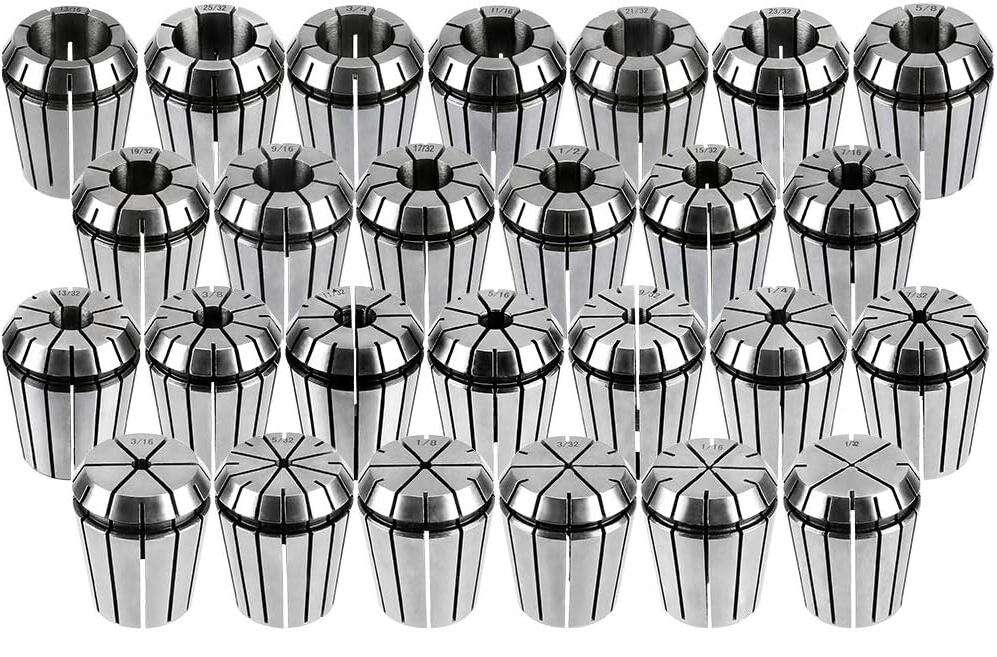
ERチャックセット
QGG

DRO

大連ブルースター貿易有限公司は、高品質な化学トレーディングと産業ソリューションに特化しており、信頼性の高い製品とカスタマイズされたサービスを世界中のクライアントに提供しています。
著作権 © 2025 大連ブルースター貿易有限公司所有。 プライバシーポリシー
