
Schnellzugriff




Reibschweißen bietet eine hochwertige, kosteneffektive Lösung zum Verbinden von zwei Werkstücken. Das Ergebnis ist eine vollständige Metallfusion ohne die Notwendigkeit von Flüssen, Füllstoffen, Gasen oder einer externen Wärmequelle. Der Festkörperfusionsprozess erfordert minimale Vorbereitung der Fügeflächen und eliminiert die Möglichkeit von Porosität oder Einschluss von Schmelzschlamm. Die schmale Wärmebeeinflussungszone des Schweissbereichs schützt die molekulare Integrität beider Komponenten. Diese Verbindungsmethode bietet konsistente und wiederholbare Ergebnisse mit schnellerem Produktionsumlauf. Kosteneinsparungen entstehen durch die Reduktion des benötigten Rohmaterials, der Bearbeitung und der Werkzeuggebung zur Herstellung eines fertigen Teils. Designflexibilität ermöglicht es, Turbinen aus einem Metall und Wellen aus einem kostengünstigeren Material oder umgekehrt zu konstruieren. Das Verbinden von ungleichen Metallen ist möglich, wo herkömmliche Methoden möglicherweise nicht funktionieren.
Produktübersicht
Reibungsschweißen bietet eine hochwertige, kosteneffektive Lösung, um zwei Werkstücke zusammenzufügen. Das Ergebnis ist eine vollständige Metallfusion ohne die Notwendigkeit von Flüssen, Füllstoffen, Gasen oder einer externen Wärmequelle. Der Feststoffprozess erfordert minimale Vorbereitung des Fügebereichs und eliminiert die Möglichkeit von Porosität oder Einschluss von Schmelzsatz. Die schmale Wärmebeeinflussungszone des Schweissbereichs schützt die molekulare Integrität beider Komponenten. Diese Verbindungsmethode bietet konsistente und wiederholbare Ergebnisse mit schnellerem Produktionsdurchlauf.
Kosteneinsparungen ergeben sich durch die Reduktion der Menge an Rohmaterial, der Bearbeitung und der Werkzeuge, die benötigt werden, um einen fertigen Teil herzustellen. Die Designflexibilität ermöglicht den Turbinenaufbau aus einem Metall und die Auswahl der Welle aus einem kostengünstigeren Material oder umgekehrt. Das Verbinden von ungleichen Metallen ist möglich, wo konventionelle Methoden möglicherweise nicht funktionieren.
Produktbeschreibung
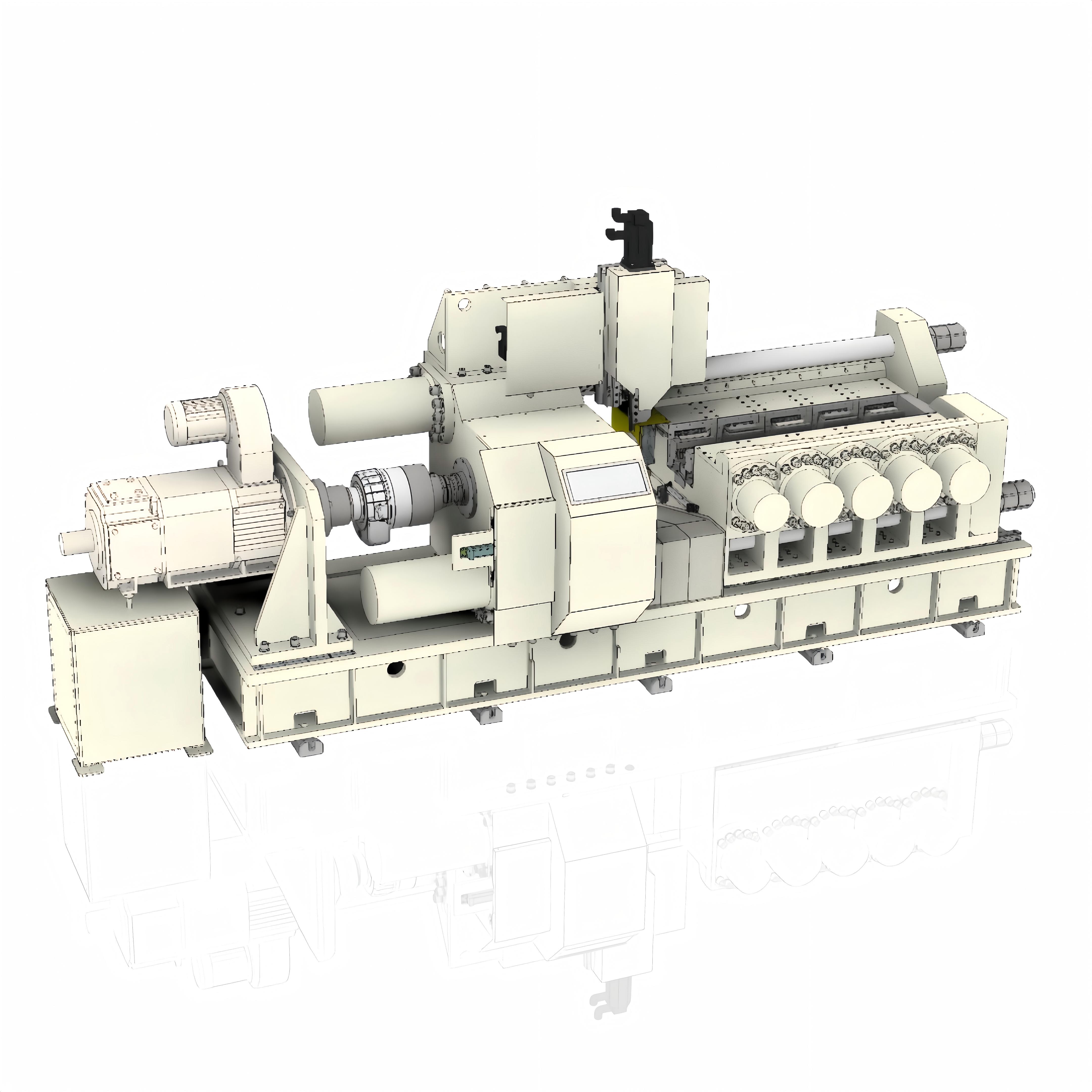
Direktantrieb-Reibschweißen kann eine attraktive Technologie sein, da wir die Parameter anpassen können, um unsere gewünschten Ergebnisse zu erreichen.
Zum Beispiel, wenn wir einen härbbaren Stahl schweißen, können wir durch Verlängerung der zweiten Reibungsphase zusätzliche Wärme einbringen, um die Abkühlrate besser kontrollieren zu helfen.
Bei der Direktantriebstechnik haben wir eine Drehzahlbegrenzung der Lagerfähigkeit, den Schmiedekraftimpuls beim Rotieren aufzunehmen. Daher müssen wir normalerweise die Drehzahl des Spindels auf null senken, bevor wir die Schmiedekraft einsetzen können. An diesem Punkt erhöhen wir die Schmiedekraft auf volle Leistung, pressen alle weichen Materialien heraus und vollenden den Schweißvorgang.
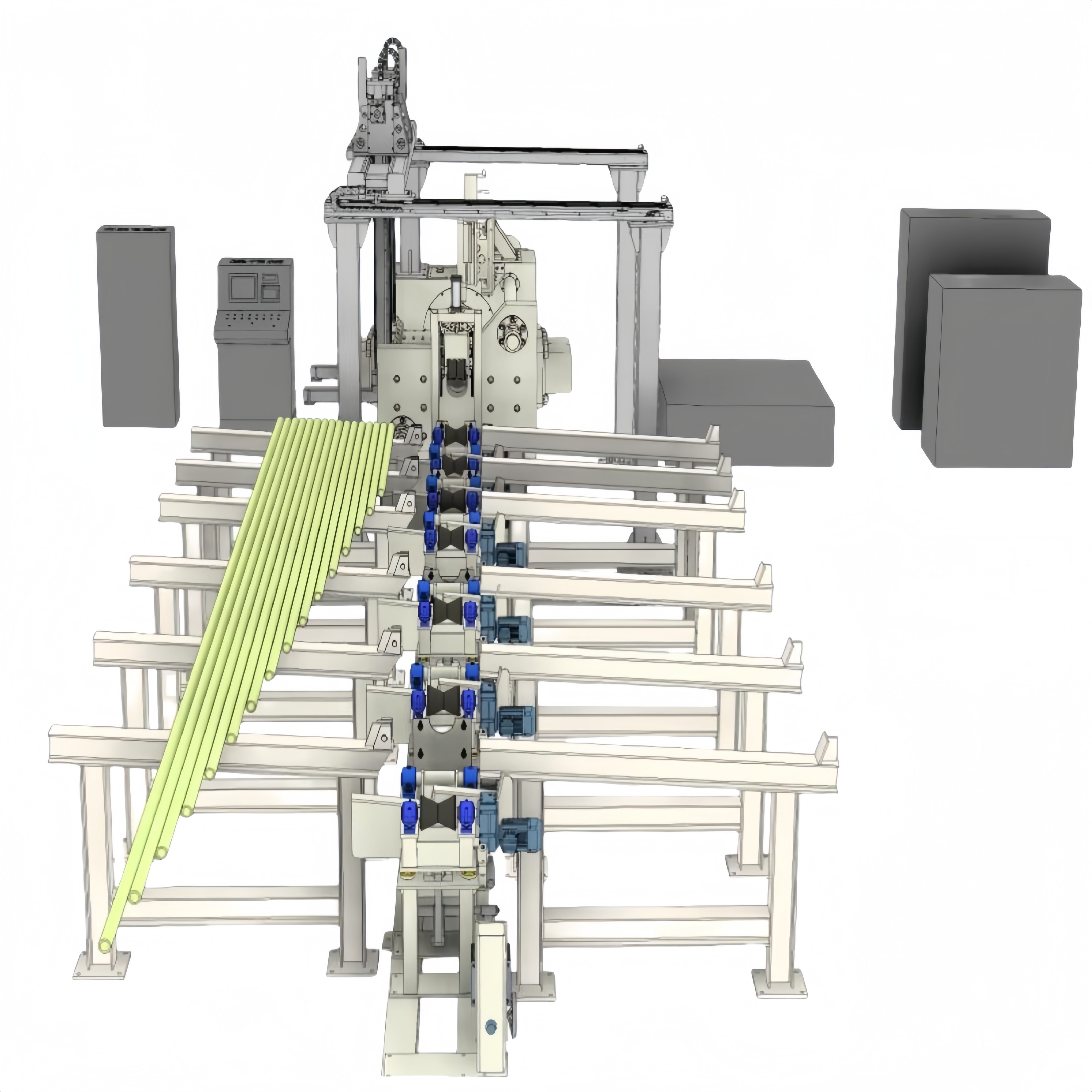
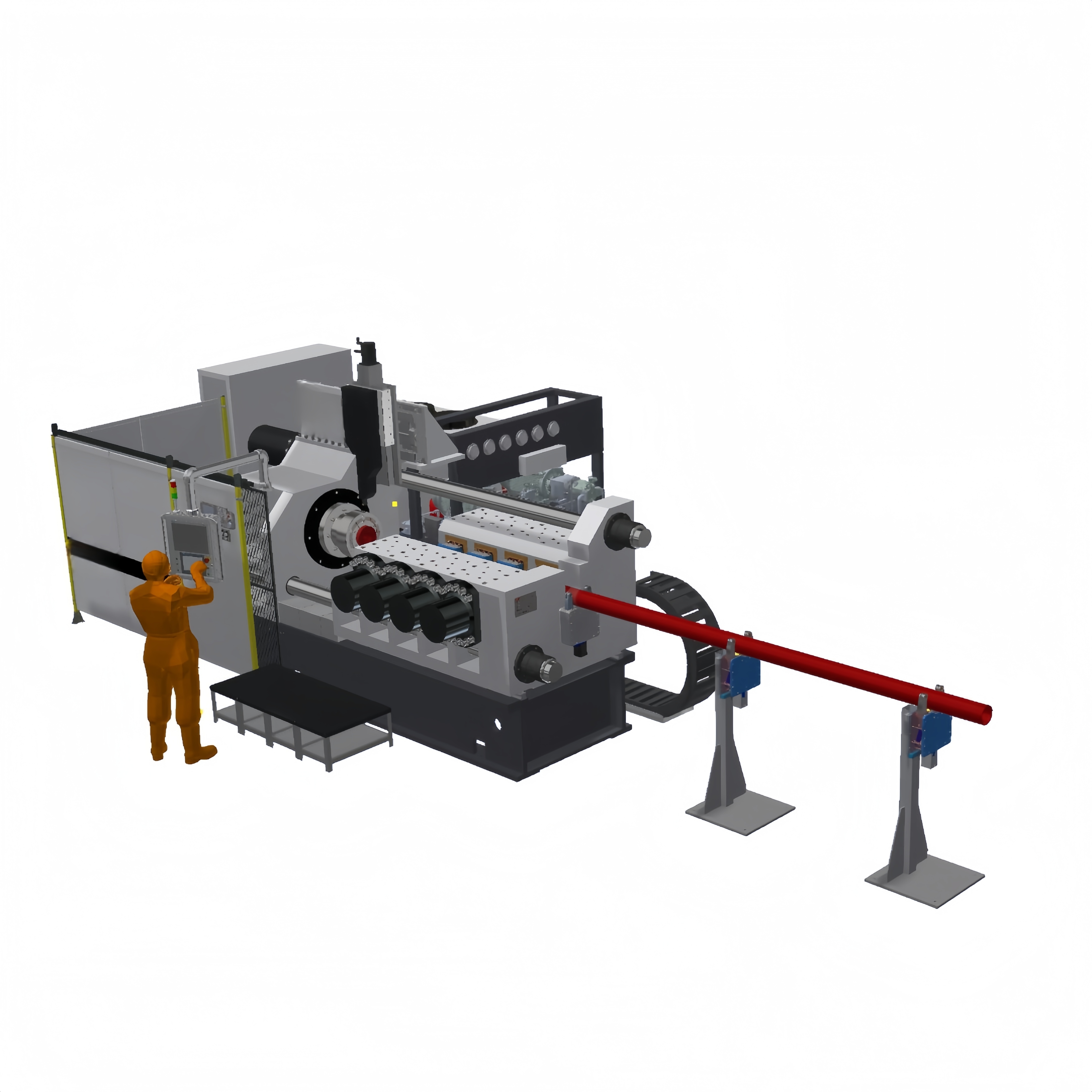
Hier sind einige der bedeutenden Anwendungen dieser Technologie:
Produktparameter
| Modell | Max.Auslöschkraft (KN) | Max. Schweißfläche (mm) | Schweißschleife. | Geschwindigkeit (U/min) |
| DBS-2 | 20 | 20-140 | 13. Mai | 5000 |
| DBS-5 | 50 | 50-260 | 18. August | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40-75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

MITTELSTUFIGES LEITZEHNZENTRUM
ER Spannsatz
QGG

DRO

Dalian Bluestar Trading Co.,LTD. spezialisiert sich auf den Handel mit hochwertigen Chemikalien und industriellen Lösungen und bietet verlässliche Produkte sowie maßgeschneiderte Dienstleistungen für internationale Kunden an.
Zimmer 508, 509, Turm A, Hongtai-Gebäude, Hi-Tech Zone, Dalian, Liaoning, China
Urheberrecht © 2025 von Dalian Bluestar Trading Co.,LTD. Datenschutzrichtlinie